 Tiếng Việt
Tiếng Việt  日本語 (Japan)
日本語 (Japan)  한국어 (Korean)
한국어 (Korean)  中文 (Chinese)
中文 (Chinese)  English (UK)
English (UK) 
Trong phân tích lỗi (Failure Analysis – FA) vật liệu và linh kiện bán dẫn, mục tiêu không chỉ dừng lại ở việc quan sát hình ảnh khuyết tật mà quan trọng hơn là xác định đúng cơ chế hỏng hóc và mối liên hệ giữa cấu trúc – vật liệu – quy trình chế tạo – độ tin cậy. Do đó, việc lựa chọn công cụ phân tích ngay từ đầu có ảnh hưởng trực tiếp đến độ chính xác khoa học, thời gian thực hiện và chi phí phân tích. SEM (Scanning Electron Microscopy) và FIB-SEM (Focused Ion Beam – SEM) là hai kỹ thuật được sử dụng phổ biến nhất trong FA hiện đại. Tuy nhiên, trong thực tế, hai công cụ này thường bị so sánh một cách giản lược, trong khi bản chất vật lý và vai trò của chúng trong chuỗi phân tích lại mang tính bổ trợ hơn là thay thế.
Dưới đây là các tiêu chí kỹ thuật quan trọng giúp kỹ sư đưa ra quyết định đúng đắn.
1. Kích thước vùng lỗi (Defect size)
Kích thước đặc trưng của khuyết tật là tiêu chí đầu tiên và quan trọng nhất trong Failure Analysis, vì nó quyết định độ phân giải không gian cần thiết và mức độ can thiệp vào mẫu.
Khuyết tật cỡ micron (≥ ~1 µm)
Các khuyết tật như vết nứt cơ học, lỗ rỗng, bong tróc lớp phủ hay ăn mòn thường có kích thước ở thang micron. Trong các trường hợp này, SEM thông thường (sử dụng nguồn tungsten hoặc LaB₆) đã đủ để:
- Quan sát hình thái bề mặt
- Quan sát hình thái bề mặt
- Thực hiện EDS định tính hoặc bán định lượng
Nhiều nghiên cứu chỉ ra rằng việc sử dụng FIB cho các lỗi micron bề mặt thường không mang lại thêm thông tin bản chất, trong khi làm tăng chi phí và nguy cơ phá hủy mẫu.
Khuyết tật dưới micron hoặc nano
Đối với các lỗi như void trong interconnect, hư hỏng do electromigration hoặc delamination tại giao diện mỏng, kích thước đặc trưng thường nằm dưới micron hoặc nano. Khi đó:
- SEM phát xạ trường (FEG-SEM) là cần thiết để duy trì độ phân giải cao ở điện áp thấp
- Tỷ lệ tín hiệu/nhiễu tốt hơn giúp phân biệt rõ các đặc trưng hình thái nhỏ
Tuy nhiên, nếu các khuyết tật này không nằm trên bề mặt, độ phân giải cao của SEM vẫn không đủ để đưa ra kết luận cơ chế.
2. Vị trí xảy ra lỗi: bề mặt hay bên dưới bề mặt
Vị trí không gian của lỗi quyết định trực tiếp khả năng tiếp cận của kỹ thuật phân tích.
Lỗi bề mặt
SEM là công cụ lý tưởng cho các lỗi bề mặt như:
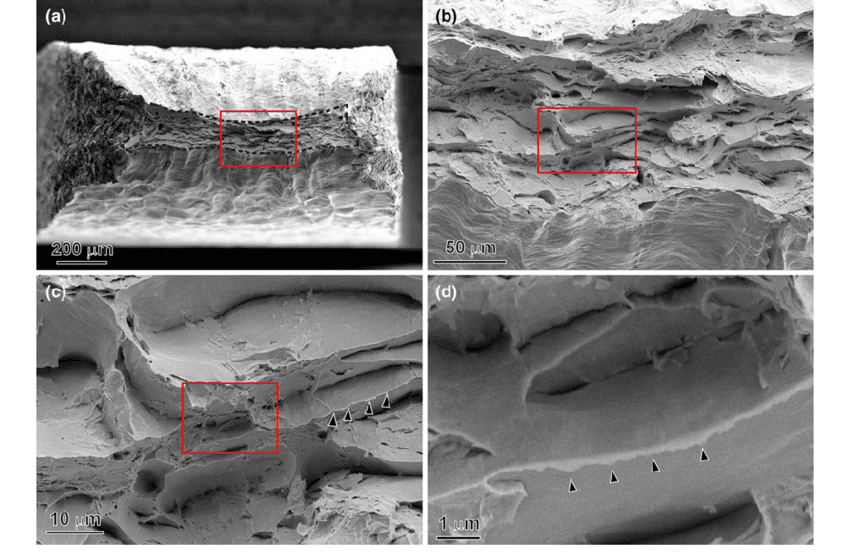
- Nứt khởi phát tại bề mặt
- Nhiễm bẩn, ăn mòn
- Biến dạng hình học do gia công hoặc vận hành
Trong nhiều trường hợp, SEM cho phép xác định đầy đủ cơ chế lỗi mà không cần các bước phân tích phá hủy bổ sung.
Lỗi nằm dưới bề mặt (buried defects)
Trong linh kiện bán dẫn và cấu trúc đa lớp, nhiều lỗi quan trọng lại nằm ở bên trong, ví dụ:
- Void trong solder bump hoặc via
- Crack trong TSV hoặc BEOL
- Delamination tại giao diện kim loại–polymer
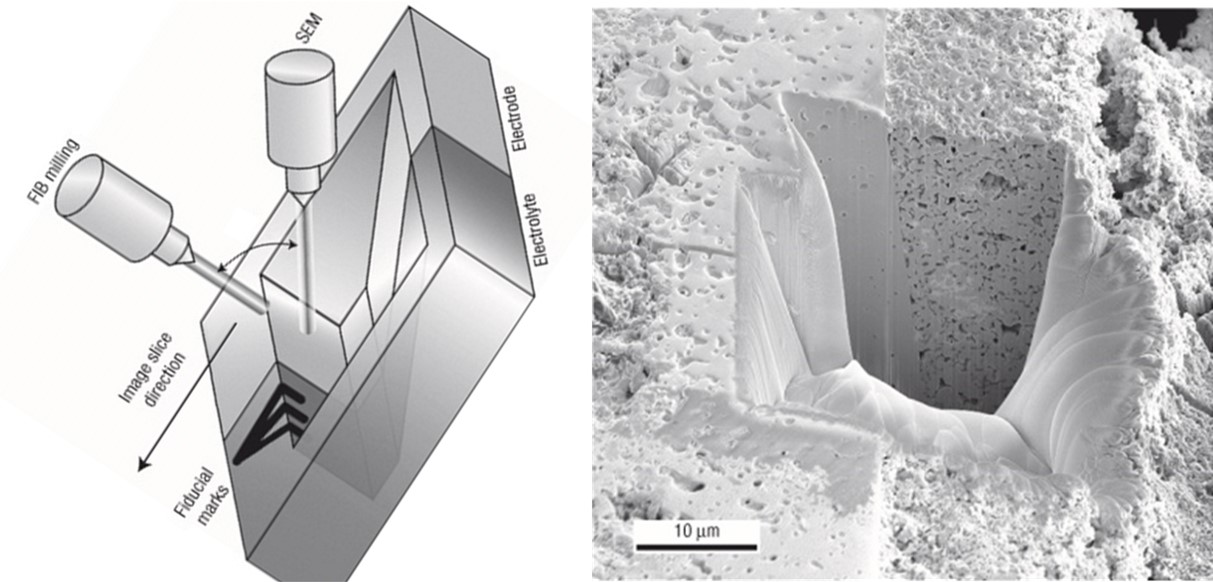
Đối với các lỗi này, SEM chỉ cung cấp các dấu hiệu gián tiếp trên bề mặt. Để tiếp cận trực tiếp vùng lỗi, việc tạo mặt cắt là bắt buộc, và FIB-SEM trở thành lựa chọn gần như không thể thay thế.
3. Yêu cầu cắt chính xác tại vùng rất nhỏ
Khi vùng lỗi có kích thước rất nhỏ hoặc yêu cầu định vị chính xác tuyệt đối, FIB-SEM đóng vai trò quyết định.
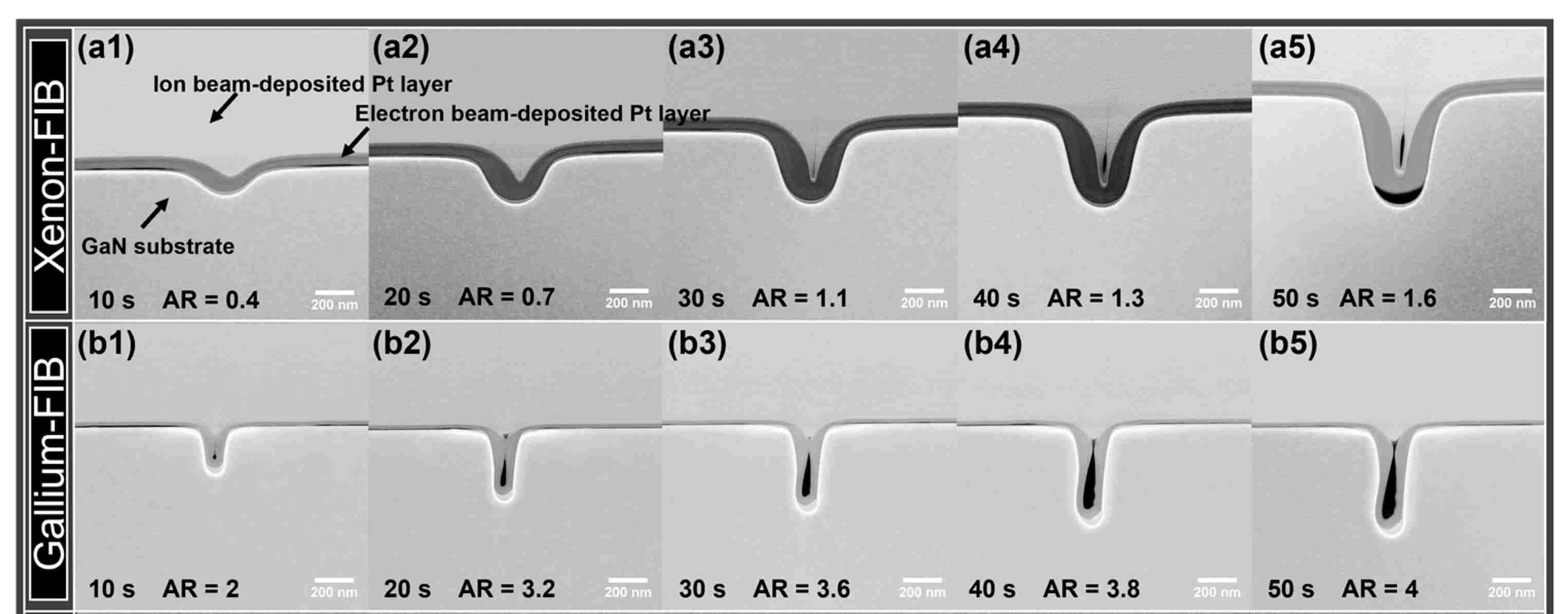
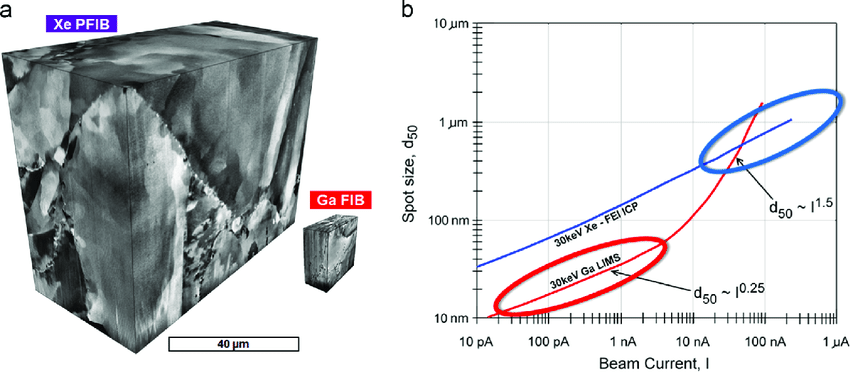
Ga-FIB (Gallium FIB)
Ga-FIB cho phép bóc tách vật liệu với độ chính xác tới vài chục nanomet, phù hợp cho:
- Tạo mặt cắt chính xác tại vùng lỗi nano
- Chuẩn bị TEM lamella
- Phân tích IC logic và memory
Plasma FIB (Xe PFIB)
Plasma FIB sử dụng ion Xe với dòng lớn, cho tốc độ bóc vật liệu cao hơn nhiều so với Ga-FIB. Do đó, PFIB phù hợp cho:
- Mặt cắt kích thước lớn
- Rãnh sâu trong mẫu công nghiệp
- Phân tích lỗi liên quan đến thể tích lớn
4. Tính dẫn điện và hiện tượng tích điện của mẫu
Đặc tính điện của vật liệu ảnh hưởng mạnh đến chất lượng ảnh SEM và độ chính xác khi bóc tách bằng FIB.
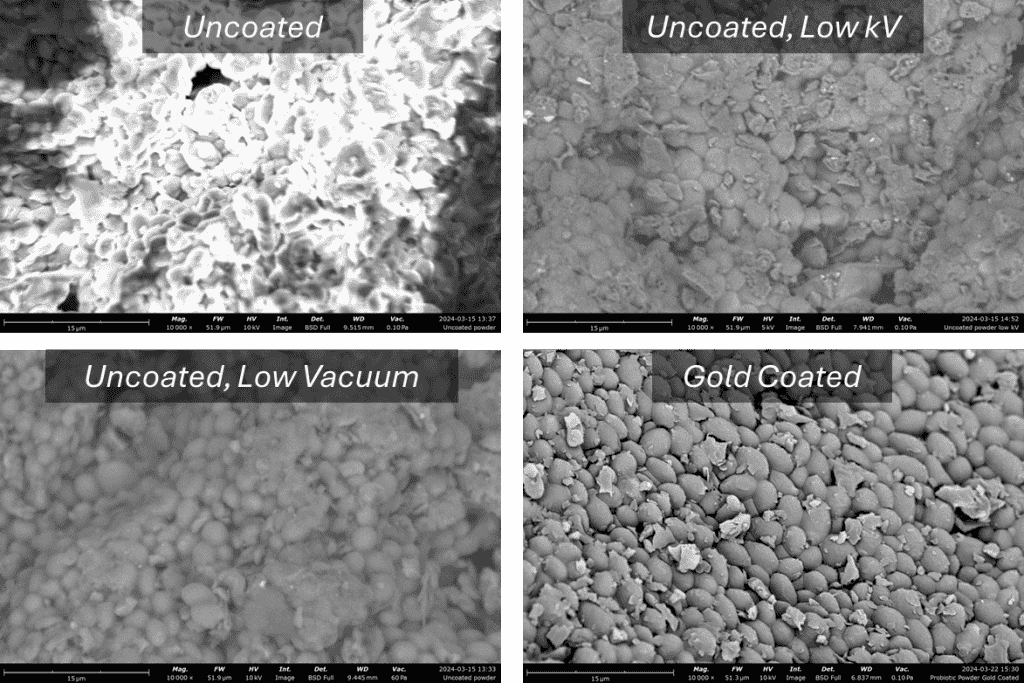
- Vật liệu dẫn điện: dễ quan sát, ít gặp vấn đề tích điện.
- Vật liệu không dẫn điện (polymer, ceramic, composite): dễ xảy ra charging, gây méo ảnh và sai lệch vị trí cắt.
Các giải pháp thường được áp dụng bao gồm phủ dẫn (C, Pt, Au), sử dụng low-kV SEM hoặc chế độ low-vacuum. Đối với FIB-SEM, kiểm soát tích điện là yếu tố then chốt để đảm bảo mặt cắt đúng vị trí và không làm sai lệch cơ chế lỗi.
5. Thể tích vật liệu cần bóc tách
Thể tích vùng cần bóc tách quyết định lựa chọn giữa Ga-FIB và Plasma FIB:
- Vùng rất nhỏ, cục bộ: Ga-FIB cho độ chính xác cao và ít ảnh hưởng vùng xung quanh.
- Diện tích hoặc độ sâu lớn: Plasma FIB hiệu quả hơn nhiều về mặt thời gian và năng suất.
6. Nhu cầu phân tích EDS / EBSD
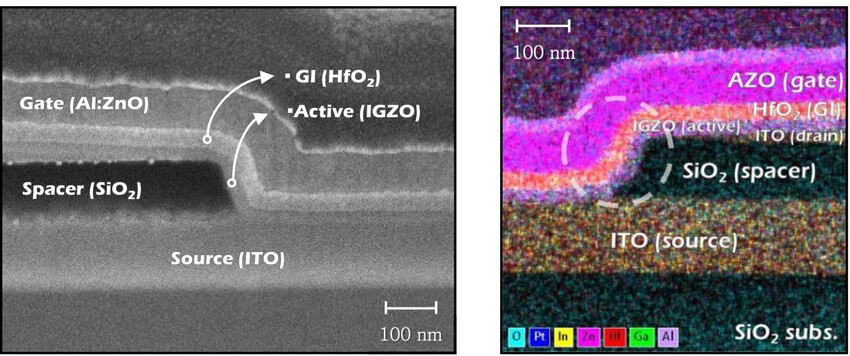
- SEM đáp ứng tốt hầu hết các phép EDS và EBSD trên bề mặt, đặc biệt trong phân tích gãy và hỏng cơ học.
- FIB-SEM cho phép thực hiện EDS/EBSD tại các vùng chôn sâu hoặc giao diện lớp, nơi SEM không thể tiếp cận trực tiếp.
Trong FA nâng cao, FIB-SEM thường đóng vai trò cầu nối giữa SEM và TEM, giúp liên kết thông tin hình thái, thành phần và cấu trúc tinh thể.
7. Khả năng cung cấp dịch vụ và chi phí
Bên cạnh yếu tố kỹ thuật, chi phí và khả năng tiếp cận thiết bị là các yếu tố thực tế không thể bỏ qua:
- SEM: phổ biến, chi phí thấp, thời gian phân tích nhanh.
- FIB-SEM: chi phí cao, yêu cầu kỹ sư có kinh nghiệm, thời gian phân tích dài hơn.
Tại Việt Nam, hệ thống SEM đã được triển khai rộng rãi, trong khi FIB-SEM chủ yếu phục vụ nội bộ tại các cơ sở R&D hoặc nhà máy bán dẫn. Dịch vụ FIB-SEM thương mại còn rất hạn chế, dẫn đến việc nhiều mẫu FA phải gửi ra nước ngoài.
Kết luận
Việc lựa chọn giữa SEM và FIB-SEM trong Failure Analysis không nên dựa trên mức độ hiện đại của thiết bị, mà phải dựa trên bản chất vật lý của lỗi, vị trí không gian và mục tiêu phân tích:
- Chọn SEM khi:
- Lỗi nằm trên bề mặt
- Kích thước micron đến nano scales
- Nhu cầu phân tích tiêu chuẩn
- Chọn FIB-SEM khi:
- Lỗi nằm dưới bề mặt
- Vùng lỗi rất nhỏ, cần cắt chính xác
- Cần phân tích cấu trúc bên trong
Việc hiểu rõ bản chất lỗi, vật liệu và mục tiêu phân tích sẽ giúp kỹ sư lựa chọn đúng công cụ, tối ưu hiệu quả và chi phí trong Failure Analysis.
Liên hệ & Tư vấn chi tiết

