 Tiếng Việt
Tiếng Việt  日本語 (Japan)
日本語 (Japan)  한국어 (Korean)
한국어 (Korean)  中文 (Chinese)
中文 (Chinese)  English (UK)
English (UK) 
Dựa trên công nghệ Focus Variation, Máy đo 3D µCMM quang học kết hợp ưu điểm của công nghệ đo tiếp xúc và đo không tiếp xúc. Các thành phần phức tạp về hình học với dung sai nhỏ có thể dễ dàng được đo với độ chính xác cao chỉ bằng một cảm biến. Trong bài viết này, chúng tôi trả lời 10 câu hỏi được quan tâm nhiều nhất về Máy đo 3D µCMM quang học và cách nó có thể cách mạng hóa quy trình sản xuất của bạn.
#1 Máy CMM này có gì đặc biệt?
µCMM là hệ thống đo 3D quang học đầu tiên cho phép đo kích thước, vị trí, hình dạng và độ nhám với độ chính xác cao chỉ bằng một cảm biến. µCMM cung cấp độ chính xác cao trên toàn bộ phạm vi đo 310 x 310 x 310 mm bao gồm mật độ điểm đo cao, ngoài ra phép đo kích thước còn đo được độ nhám theo EN ISO 4287/88 (Ra, Rq, Rz...) và EN ISO 25178 (Sa, Sq, Sz...). Không có hệ thống đo không tiếp xúc hoặc đa cảm biến hiện có nào khác có thể đo cả hình dạng và độ nhám của các bộ phận chỉ bằng một cảm biến.
#2 Máy đo 3D µCMM quang học chính xác đến mức nào?
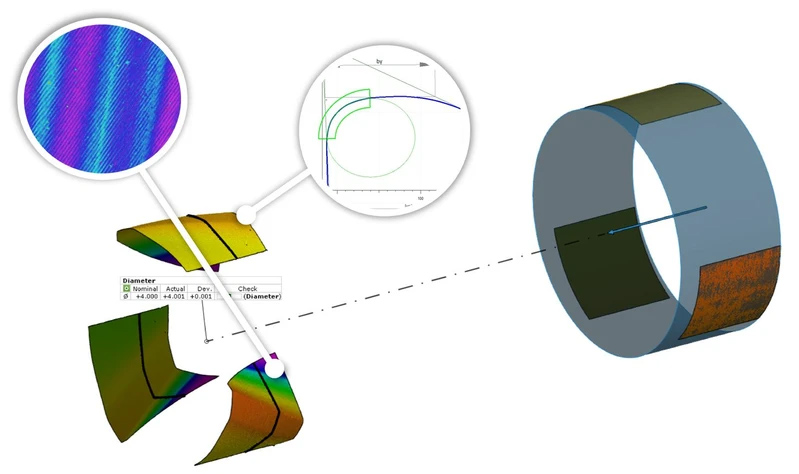
Độ lệch đo chiều dài vẫn ở mức dưới E=(0,8+L/600) µm trên toàn bộ phạm vi đo và tuân thủ theo ISO 10360. Mật độ điểm đo cao, ngay cả trên những khoảng cách xa, cho phép đo dung sai thành phần nhỏ và xác định chính xác vị trí của các phép đo riêng lẻ. Điều này có nghĩa là không cần thiết phải đo toàn bộ thành phần bằng phương pháp quang học mà chỉ những chi tiết bề mặt có liên quan mới cần được đo. Điều này giúp tiết kiệm thời gian đo tổng thể.
Đo 3D mũi khoan bằng µCMM. Chỉ đo các khu vực liên quan, không cần thiết phải đo toàn bộ
#3 Làm cách nào để xác minh độ chính xác của máy CMM?
Có 2 tiêu chuẩn hiệu chuẩn để xác minh độ chính xác của hệ thống máy đo 3D µCMM quang học:
µCMM CalibrationTool, được làm bằng thép Invar và được hiệu chuẩn bởi DAkkS (Đức), được thiết kế để đo và kiểm tra khoảng cách lớn. Nó hiển thị khoảng cách hình cầu đã hiệu chỉnh là 10, 50, 100, 200, 300, 400 (mm).
Advanced µCMM CalibrationTool, được hiệu chỉnh bởi METAS (Thụy Sĩ), được sử dụng để xác minh khoảng cách nhỏ và độ lệch hình dạng.

Công cụ hiệu chuẩn µCMM nâng cao để xác minh khoảng cách và độ lệch hình dạng.
#4 Máy đo 3D µCMM quang học có dễ dàng sử dụng không?
µCMM cung cấp khả năng vận hành đơn giản, trực quan, không quá phụ thuộc vào kinh nghiệm của người vận hành, kể cả trong môi trường sản xuất. Quản lý việc điều khiển thông qua bộ điều khiển được phát triển đặc biệt với màn hình cảm ứng đa điểm. Tùy theo nhiệm vụ, chỉ những thông tin cần thiết cho người vận hành mới được hiển thị. Ví dụ, khi thực hiện nhiệm vụ đo lường thì hiển thị các chức năng thuộc lĩnh vực đo lường; khi thay đổi vật kính thì hiển thị loại thấu kính có sẵn. Ngoài ra, các chế độ về tốc độ khác nhau cho phép định vị nhanh hoặc tập trung vào chi tiết thành phần cần đo.

Bộ điều khiển của µCMM có màn hình cảm ứng bao gồm Live-View.
#5 Có phần mềm nào giúp lập kế hoạch chiến lược đo lường không?
Có! Phần mềm vận hành µCMM mới MetMaX dựa trên cơ sở các thuật toán thông minh để đạt được kết quả đo tối ưu. Điều này có nghĩa là người dùng không cần phải suy nghĩ quá nhiều về chiến lược đo lường của mình nữa. Sau khi tải và căn chỉnh bộ dữ liệu CAD cho thành phần, người vận hành có thể sử dụng một cú nhấp chuột đơn giản để chọn tham số GD&T hoặc PMI (Product Manufacturing Information - Thông tin sản xuất của sản phẩm) cần đo. MetMaX tự động định hình chiến lược đo lý tưởng để tối ưu hóa phép đo 3D. Phần mềm tự động tính toán hướng dò, độ nghiêng, góc quay và đường dẫn dò theo XYZ. Trước khi bắt đầu phép đo, mô phỏng ảo đảm bảo trình tự đo không có sự xung đột. Phép đo được người vận hành bắt đầu chỉ bằng một cú nhấp chuột và hoàn toàn tự động. Sau khi quá trình đo 3D kết thúc, dữ liệu sẽ được tự động phân tích. Hệ thống báo cáo dựa trên Microsoft Word đưa ra báo cáo OK/NOT OK.

Hệ thống đo lường không chỉ phải có khả năng đo các bộ phận với độ chính xác cần thiết mà còn phải ghi lại và đánh giá dữ liệu và độc lập với kiến thức hoặc kinh nghiệm của người vận hành.
#6 Những bề mặt và vật liệu nào có thể được đo bằng máy đo 3D µCMM quang học?
µCMM phù hợp để đo các bề mặt nhám đến mịn, có độ bóng cao. Bằng cách sử dụng ánh sáng điều biến trong quá trình quét dọc, người dùng không chỉ thu được dữ liệu độ sâu 3D mạnh mẽ và có độ phân giải cao mà còn có độ phân giải ngang cao hơn và mạnh mẽ hơn đáng kể. Điều này có nghĩa là các khuyết tật bề mặt cũng có thể được đo trên các bề mặt nhẵn, tức là kính, dưới 0,01µm.

Công nghệ Focus-Variation tiên tiến cho phép chiếu sáng tối ưu từng điểm đo riêng lẻ, có thể đo được ngay cả những bề mặt rất nhẵn
#7 Phần cứng sử dụng những thành phần nào?
Trục XYZ sử dụng thang đo dẫn đầu thị trường với độ phân giải 3,9 nm. Độ chính xác của trục kết hợp với cấu trúc đá granite nguyên khối và khả năng bù nhiệt độ được sử dụng trong sản xuất. Ngoài ra, độ ổn định của hệ thống đo được tăng lên nhờ các đệm khí chịu lực với bộ truyền động không ăn mòn (truyền động tuyến tính). Ngoài ra, µCMM còn bao gồm một giá thay đổi vật kính tự động, có một số ưu điểm so với các máy đo 3D thông thường. Giá thay kim cố định thường được sử dụng trong CMM cảm biến chạm, làm giảm diện tích đo có thể sử dụng. Với hệ thống đo 3D µCMM quang học, phạm vi đo có thể sử dụng giống hệt với phạm vi hành trình di chuyển của trục. Hơn nữa, µCMM có thể được mở rộng từ 3 đến 5 trục bằng bộ phận xoay và nghiêng tự động.

µCMM với giá thay đổi vật kính tự động: Cảm biến tự động chọn vật kính chính xác.
#8 Ưu điểm của việc mở rộng CMM quang học sang hệ thống 5 trục là gì?
Bộ phận xoay và nghiêng tự động "Advanced Real3D Rotation Unit" mở rộng hệ thống 3 trục thêm trục thứ 4 và thứ 5. Điều này mở ra các tùy chọn tự động hóa cho phép đo mà không cần kẹp lại. Ngoài ra, nó còn tăng khả năng tiếp cận các vị trí đo trên các bộ phận phức tạp. Bộ phận quay có thể được trang bị thêm hệ thống kẹp ba hàm, 3R hoặc Erowa. Với công nghệ Real3D, người dùng có thể đo các thành phần từ nhiều góc độ mà không cần chạm. Các phần khác nhau được đo bằng 3D sẽ tự động được hợp nhất thành tập dữ liệu 3D.

Dựa trên công nghệ Real3D, hệ thống 3 trục µCMM chuyển thành hệ thống 5 trục.
#9 CMM có cho phép tự động hóa toàn bộ quá trình đo lường không?
Có, khi kết hợp với phần mềm vận hành MetMaX, µCMM cho phép đo và đánh giá các bộ phận một cách tự động hoàn toàn. Chỉ trong vài bước, người dùng có thể tải dữ liệu CAD, căn chỉnh dữ liệu và chọn các tính năng GD&T và PMI mong muốn. Phần mềm sẽ đảm nhiệm phần còn lại: nó tự động tính toán chiến lược đo và đường di chuyển tối ưu, đảm bảo quá trình đo suôn sẻ bằng cách sử dụng mô phỏng ảo và bắt đầu phép đo chỉ bằng một nút nhấn. Sau khi hoàn thành, dữ liệu sẽ được đánh giá tự động, thậm chí có điều chỉnh độ lệch hình dạng nếu cần. Hệ thống báo cáo rõ ràng cung cấp cho người dùng kết quả ngay lập tức về chất lượng của kết quả đo lường.

Phần mềm MetMaX cung cấp môi trường ảo để kiểm tra kế hoạch đo bằng cách sử dụng bộ đôi kỹ thuật số của CMM quang.
#10 Máy µCMM có thể đo được các lỗ trên vách đứng của mẫu không?
Có! µCMM có thể đo lỗ trên vách đứng bằng phương pháp quang học. Điều này dựa trên công nghệ Vertical Focus Probing, phần mở rộng của Focus Variation. Vertical Focus Probing dựa trên việc sử dụng thí nghiệm Light Cone. Ngoài ánh sáng đồng trục, ánh sáng từ các hướng khác nhau cũng được sử dụng. Điều này dẫn đến các chùm ánh sáng riêng lẻ bị phản xạ khuếch tán từ các bề mặt thẳng đứng được thấu kính thu lại, tại các cạnh có độ nghiêng lớn hơn 90°, có thể theo dõi và đo lường được lặp lại. Do đó, các đặc điểm thành phần như lỗ, lỗ khoan, bề mặt tham chiếu, đường viền, chiều dài, v.v. có thể được đo bằng phương pháp quang học với độ chính xác cao, độ phân giải cao và thời gian đo ngắn.

Bên trái: Ánh sáng phản xạ cũng có thể được phát hiện qua thấu kính nếu độ nghiêng > 90°. Bên phải: Đo vòi phun
Tại Việt Nam, Công ty TNHH Công nghệ M đang là đơn vị tư vấn, cung cấp và hỗ trợ các sản phẩm của Bruker Alicona.
Quý khách đừng ngần ngại liên hệ với chúng tôi để được hỗ trợ tận tình nhất.

